Как контролировать температуру машины для производства легкого стального киля в процессе производства?
2025-01-11 14:39:11
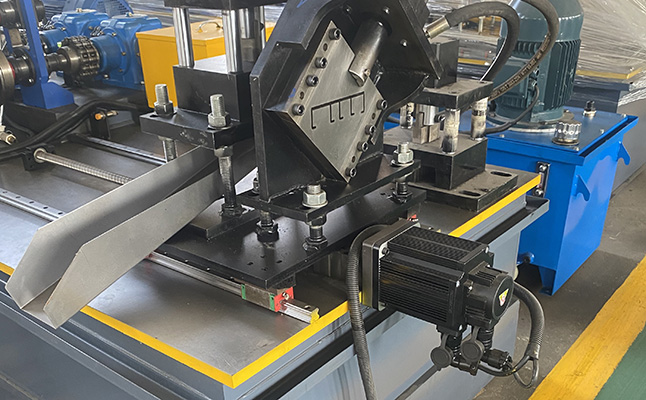
Машина для производства легких стальных килей — это машина для производства легких стальных килей, и ее рабочий процесс требует контроля температуры.
Перед началом производства необходимо определить температурный диапазон и требования к контролю производственного процесса с учетом требований к качеству продукции, ее ассортимента и производственной среды.
Далее в статье будет представлен метод контроля температуры в машине с легким стальным килем с трех сторон: принцип контроля, метод контроля и стратегия контроля.
1. Принцип управления
Измерение и контроль температуры представляет собой замкнутую систему управления, состоящую из датчиков, контроллеров и исполнительных механизмов.
Датчик использует термопару, термосопротивление, инфракрасный и другие методы для непосредственного измерения температуры объекта, преобразует сигнал в электрический и передает его на контроллер.
Контроллер вычисляет погрешность температуры на основе обратной связи от сигнала датчика.
Затем исполнительный механизм приводится в действие для регулировки температуры таким образом, чтобы измеренная температура была максимально близка к заданному значению температуры, тем самым обеспечивая управление.
2. Методы контроля
1. Управление по разомкнутому контуру
Метод управления позволяет только регулировать температуру объекта в соответствии с известными условиями и не может реагировать на изменения окружающей среды и процесса.
Метод управления с открытым контуром в основном выполняет постоянную температуру выпечки в процессе производства. Устанавливая постоянную температуру,
Время выпечки продукта относительно стабильно, что обеспечивает стабильную производительность продукта в модуле.
2. Замкнутый контур управления
Замкнутый контур управления достигается путем непрерывного измерения температуры объекта и внесения корректировок на основе температурной погрешности.
Главным преимуществом является возможность динамической регулировки температуры объекта в соответствии с изменениями окружающей среды и технологического процесса.
Методы управления с обратной связью в основном включают пропорциональное управление, интегральное управление и дифференциальное управление.
3. Пропорциональный контроль
Пропорциональное управление относительно простое. Оно регулирует мощность в ответ на температурные ошибки для достижения температурного регулирования.
Недостатком является то, что система нестабильна и подвержена большим колебаниям.
4. Интегральный контроль
Интегральный контроль регистрирует системную ошибку и регулирует подачу питания посредством обратной связи, чтобы поддерживать стабильность системы, когда ошибка близка к нулю.
Недостатком является длительное время отклика на регулировку.
5. Дифференциальное управление
Дифференциальное управление обеспечивает быстрое регулирование температуры путем регистрации скорости изменения ошибки и регулировки мощности на основе обратной связи по скорости изменения ошибки.
Недостатком является то, что легко вызвать высокочастотные колебания.
3. Стратегия контроля
Стратегия контроля относится к плану контроля температуры, разработанному в соответствии с различными видами продукции, производственными процессами и рабочими средами.
В зависимости от разновидностей продукции и производственных процессов применяются различные методы контроля температуры и параметры контроля для обеспечения качества и стабильности продукции.
Например, для различных типов легких стальных килевых изделий,
В процессе производства необходимо разрабатывать различные планы контроля температуры в зависимости от формы поперечного сечения изделия, толщины, процесса формования дна и отделки поверхности.
Для очень тонких легких стальных килей могут потребоваться более низкие температуры, чтобы обеспечить прочность и устойчивость изделия.
Для легких стальных килей с повышенными требованиями к процессу формовки днища необходимо выбирать более высокую температуру и контролировать время формовки, чтобы обеспечить эффект формовки изделия.

Профильная машина для гипсокартона, (60 мм-27 мм) (28 мм...

Стан холодной прокатки стали — это тип оборудован...

Профилегибочные машины для производства листовог...
Машина для холодной прокатки представляет собой м...