Меры предосторожности при использовании машины для холодной прокатки
2025-01-11 13:58:42
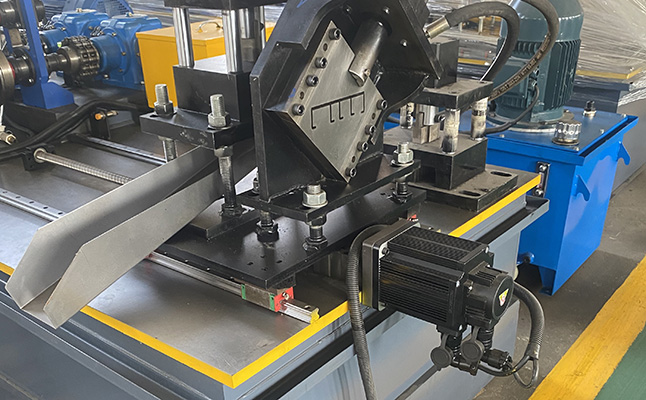
Профилегибочная машина — это тип оборудования, которое перерабатывает металлические листы в профили с определенной формой поперечного сечения путем непрерывной гибки и деформации. При использовании обратите внимание на следующие аспекты:
Монтаж и наладка оборудования
Условия установки: выберите ровную и прочную поверхность для установки профилегибочной машины, убедитесь, что фундамент для установки оборудования ровный, и избегайте вибрации во время работы оборудования из-за неровностей пола, которые могут повлиять на точность обработки и даже повредить оборудование. В то же время убедитесь, что место установки хорошо проветривается, и избегайте влажной и пыльной среды, чтобы предотвратить отсыревание электрических компонентов и короткое замыкание, а также попадание пыли внутрь оборудования, что может привести к ускорению износа деталей.
Проверка компонентов: Перед установкой тщательно проверьте, не были ли повреждены или деформированы компоненты оборудования во время транспортировки, а также не ослаблены ли болты и гайки на соединительных деталях. В частности, проверьте компоненты трансмиссии, такие как цепи, ремни, шестерни и т. д., чтобы убедиться в отсутствии повреждений и надлежащем натяжении. Для быстроизнашивающихся деталей, таких как формы, ролики и т. д., следует проверить качество их поверхности. Если есть трещины, чрезмерный износ и т. д., их следует вовремя заменить.
Подключение и проверка электрической системы: Подключайте электрические цепи строго в соответствии со схемой электрических соединений оборудования, чтобы убедиться в надежности электропроводки и отсутствии ослабленных соединений. Проверьте, соответствует ли напряжение питания требованиям оборудования. Как правило, рабочее напряжение машины для холодной прокатки составляет три фазы 380 В, а диапазон погрешности находится в пределах ±10%. После включения питания проверьте работу каждого электрического компонента, например, кнопки пуска, кнопки остановки, кнопки аварийной остановки, управления движением вперед и назад и т. д., чтобы убедиться в их чувствительности и надежности.
Отладка и запуск: После установки оборудования сначала выполните отладку без нагрузки. Запустите оборудование и понаблюдайте за работой каждого компонента, включая двигатель, редуктор, трансмиссионную цепь и т. д., а также проверьте, нет ли каких-либо посторонних звуков или заеданий. Время работы без нагрузки должно составлять не менее 30 минут, в течение которых рабочие параметры оборудования, такие как скорость и давление, могут быть первоначально отрегулированы для обеспечения бесперебойной работы оборудования. После аттестации наладки без нагрузки проводят наладку под нагрузкой, постепенно увеличивая толщину и ширину обрабатываемого материала, наблюдая за работой оборудования при различных условиях нагрузки, а также точно настраивая давление пресс-формы, эффект формования и т. д. до тех пор, пока не будет достигнуто удовлетворительное качество обработки.
Процесс операции
Требования к оператору: Операторы должны пройти профессиональную подготовку и быть знакомыми со структурой, производительностью, методами эксплуатации и мерами предосторожности на машине для холодной прокатки. Необученным лицам строго запрещено эксплуатировать оборудование без разрешения. Операторы должны сосредоточиться во время операции и не должны покидать свои посты или делать что-либо, не связанное с операцией, без разрешения.
Подготовка материала: Перед обработкой убедитесь, что качество используемого металлического листа соответствует требованиям. Поверхность листа должна быть ровной, без ржавчины, явных царапин и других дефектов. В соответствии со спецификациями обрабатываемых профилей выберите пластины соответствующей толщины и ширины, поместите пластины на подающую стойку и отрегулируйте положение пластин так, чтобы они могли плавно входить в формовочную машину.
Установка и настройка формы: Выберите соответствующую форму в соответствии с формой поперечного сечения обрабатываемого профиля и правильно установите ее на формовочную машину. В процессе установки убедитесь, что форма установлена точно и надежно закреплена. После установки формы необходимо выполнить тонкую настройку, включая зазор формы, параллельность и т. д., чтобы обеспечить качество формовки профиля. Профили с различными характеристиками могут потребовать различных параметров пресс-формы, и корректировки должны выполняться строго в соответствии с руководством по эксплуатации оборудования или указаниями технических специалистов.
Настройка рабочих параметров: в соответствии с требованиями к материалу, толщине и техническим характеристикам листа разумно установите рабочие параметры машины для холодной прокатки, такие как скорость подачи, скорость формования, угол гибки и т. д. Если во время обработки вам необходимо отрегулировать рабочие параметры, сначала остановите машину и выполните регулировку после полной остановки оборудования. Избегайте внесения регулировок во время работы оборудования, чтобы избежать опасности.
Мониторинг процесса: Во время работы оборудования оператор должен уделять пристальное внимание подаче листа, качеству формования профиля и рабочему состоянию каждого компонента оборудования. Наблюдайте, отклоняется ли пластина во время подачи. Если это так, вовремя отрегулируйте устройство подачи. В то же время проверьте, соответствуют ли требованиям размер формовки и угол изгиба профиля. Если обнаружены какие-либо проблемы с качеством формовки, немедленно остановите машину, чтобы проверить форму, отрегулировать параметры или соответствующим образом обработать лист. Кроме того, обратите внимание на наличие ненормальных звуков, высоких температур, утечек масла и т. д. в различных частях оборудования. При обнаружении любых отклонений от нормы следует немедленно остановить машину для устранения неисправности.
Техническое обслуживание оборудования
Ежедневное обслуживание: после работы каждый день очищайте поверхность оборудования от пыли, масла и металлического мусора, чтобы поддерживать его чистый внешний вид. Очистите детали трансмиссии оборудования, такие как цепи, звездочки, шестерни, винты и т. д., и нанесите необходимое количество смазочного масла, чтобы уменьшить износ и обеспечить плавную работу трансмиссии. Проверьте, не ослаблены ли болты и гайки в различных частях оборудования. Если они ослаблены, своевременно подтяните их.
Регулярное техническое обслуживание: проводите комплексное техническое обслуживание оборудования через регулярные промежутки времени (например, один раз в месяц или один раз в квартал, в зависимости от частоты использования оборудования и требований производителя). Помимо ежедневного технического обслуживания необходимо также проверить электрическую систему оборудования, в том числе проверить, не изношены ли или не повреждены ли провода и кабели, находятся ли контакты электрических компонентов в хорошем состоянии и т. д. При наличии каких-либо проблем замените или вовремя ремонтируйте их. Проверьте гидравлическую систему, проверьте уровень масла и качество гидравлического масла. Если уровень масла слишком низкий, своевременно пополните его. Если качество масла ухудшилось, замените гидравлическое масло и очистите бак и фильтр гидравлического масла. В то же время формы и ролики оборудования должны быть проверены и обслужены. Если они изношены, их можно надлежащим образом отремонтировать или заменить.
Замена изнашиваемых деталей: В зависимости от использования оборудования и характера износа изнашиваемых деталей следует заранее зарезервировать определенное количество изнашиваемых деталей, таких как формы, ролики, подшипники, уплотнения и т. д. При износе или повреждении быстроизнашивающихся деталей, влияющих на нормальную работу оборудования или качество обработки, их следует своевременно заменять. При замене изнашиваемых деталей выбирайте изделия соответствующего качества и соответствующих характеристикам, а также устанавливайте их правильно.
Вопросы безопасности
Защитные устройства: Машина для профилирования холодной прокатки должна быть оснащена полным набором защитных устройств безопасности, таких как кнопки аварийной остановки, ограждения, световые завесы безопасности и т. д., а также необходимо следить за тем, чтобы эти защитные устройства всегда находились в нормальном рабочем состоянии. Операторам запрещается снимать или отключать защитные устройства по своему усмотрению во время работы оборудования.
Личная безопасность: При работе с оборудованием операторы должны носить средства индивидуальной защиты, такие как защитные каски, защитные перчатки, защитную обувь и т. д. Во время работы оборудования категорически запрещается приближать руки, голову или другие части тела к движущимся частям оборудования, таким как ролики, цепи, формы и т. д., во избежание несчастных случаев, таких как запутывание и сжимание. При выходе оборудования из строя и необходимости его обслуживания необходимо в первую очередь отключить электропитание и повесить на выключатель электропитания предупреждающую табличку «Идет ремонт, не замыкайте выключатель», чтобы предотвратить ошибки других лиц и возникновение несчастных случаев.
Предотвращение пожаров и взрывов: Поскольку в процессе холодной гибки могут образовываться металлические осколки и искры, на рабочем месте следует строго запретить использование фейерверков, чтобы избежать пожаров, вызванных металлическими осколками или искрами. В то же время, если обрабатываемые металлические листы или используемые смазочные масла являются легковоспламеняющимися или взрывоопасными веществами, необходимо принять соответствующие меры по предотвращению пожаров и взрывов, такие как оснащение огнетушителями и поддержание хорошей вентиляции.

Профильная машина для гипсокартона, (60 мм-27 мм) (28 мм...

Стан холодной прокатки стали — это тип оборудован...

Профилегибочные машины для производства листовог...
Машина для холодной прокатки представляет собой м...