Как контролировать температуру машины с легким стальным килем во время производства?
2025-01-08 10:37:47
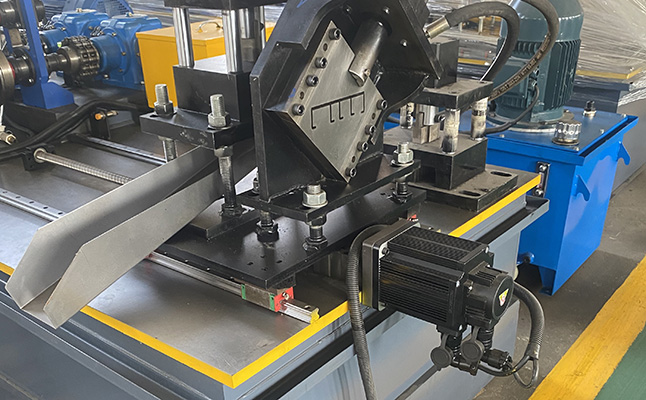
Машина для производства легких стальных килей — это машина, используемая для производства легких стальных килей. Во время ее работы требуется контроль температуры.
Перед производством необходимо определить температурный диапазон и требования к контролю во время производственного процесса на основе таких факторов, как требования к качеству продукции, разнообразие продукции и производственная среда.
Далее в этой статье будет представлен метод контроля температуры машины с легким стальным килем с трех аспектов: принцип управления, метод управления и стратегия управления.
1. Принцип управления
Измерение и контроль температуры осуществляются с помощью системы управления с обратной связью, состоящей из датчиков, контроллеров и исполнительных механизмов.
Датчик использует термопары, терморезисторы, инфракрасные и другие методы для непосредственного измерения температуры объекта, преобразует сигнал в электрический сигнал и передает его на контроллер.
Контроллер вычисляет температурную ошибку на основе обратной связи сигнала датчика.
Затем привод приводится в действие для регулировки температуры так, чтобы измеренная температура была как можно ближе к заданному значению температуры, тем самым достигая управления.
2. Метод управления
1. Управление с разомкнутым контуром.
Этот метод управления позволяет регулировать температуру объекта только на основе известных условий и не может реагировать на изменения окружающей среды и процесса.
Метод управления с разомкнутым контуром в основном предполагает выпекание при постоянной температуре во время производственного процесса.
Сделайте время выпечки продукта относительно стабильным и обеспечьте стабильную работу продукта в модуле.
2. Управление по замкнутому контуру.
Управление с обратной связью обеспечивает управление путем непрерывного измерения температуры объекта и внесения корректировок на основе температурной ошибки.
Его главное преимущество заключается в том, что он может динамически регулировать температуру объекта в соответствии с изменениями окружающей среды и процесса.
Методы управления с обратной связью в основном включают пропорциональное управление, интегральное управление и дифференциальное управление.
3. Пропорциональное управление
Пропорциональное управление относительно простое. Оно регулирует количество электроэнергии в ответ на температурную ошибку для достижения регулирования температуры.
Недостатком является то, что система нестабильна и склонна к большим колебаниям.
4. Контроль очков
Интегральное управление регистрирует ошибку системы и регулирует величину подачи питания посредством обратной связи, так что, когда ошибка системы приближается к нулю, система становится стабильной.
Недостатком является то, что время реакции на регулировку велико.
5. Дифференциальное управление
Дифференциальное управление обеспечивает быстрое регулирование температуры путем регистрации скорости изменения ошибки и регулировки величины подачи питания на основе обратной связи по скорости изменения ошибки.
Недостатком является то, что он легко вызывает высокочастотные колебания.
3. Стратегия контроля
Стратегия контроля относится к плану контроля температуры, разработанному во время производства на основе таких факторов, как различные сорта продукции, производственные процессы и рабочая среда.
В зависимости от различных сортов продукции и производственных процессов используются разные методы контроля температуры и параметры контроля для обеспечения качества и стабильности продукции.
Например, для различных типов легких стальных килевых изделий
В ходе производственного процесса необходимо разработать различные планы контроля температуры на основе таких факторов, как форма поперечного сечения, толщина, процесс формования дна и качество поверхности продукта.
Для очень тонких килей из легкой стали могут потребоваться более низкие температуры, чтобы обеспечить прочность и устойчивость продукта.
Для легких стальных килей с более высокими требованиями к процессу формования днища необходимо выбрать более высокую температуру и контролировать время формования, чтобы обеспечить эффект формования продукта.
Подводя итог, можно сказать, что машина с легким стальным килем требует контроля температуры во время производства. Могут использоваться два метода управления: управление с разомкнутым контуром и управление с обратной связью. Управление с обратной связью предполагает пропорциональное управление, интегральное управление и дифференциальное управление. Формулируя различные стратегии контроля, мы можем разработать различные планы контроля температуры на основе таких факторов, как различные сорта продукции, производственные процессы и рабочая среда, чтобы удовлетворить требования к качеству и стабильности продукции.

Профильная машина для гипсокартона, (60 мм-27 мм) (28 мм...

Стан холодной прокатки стали — это тип оборудован...

Профилегибочные машины для производства листовог...
Машина для холодной прокатки представляет собой м...